
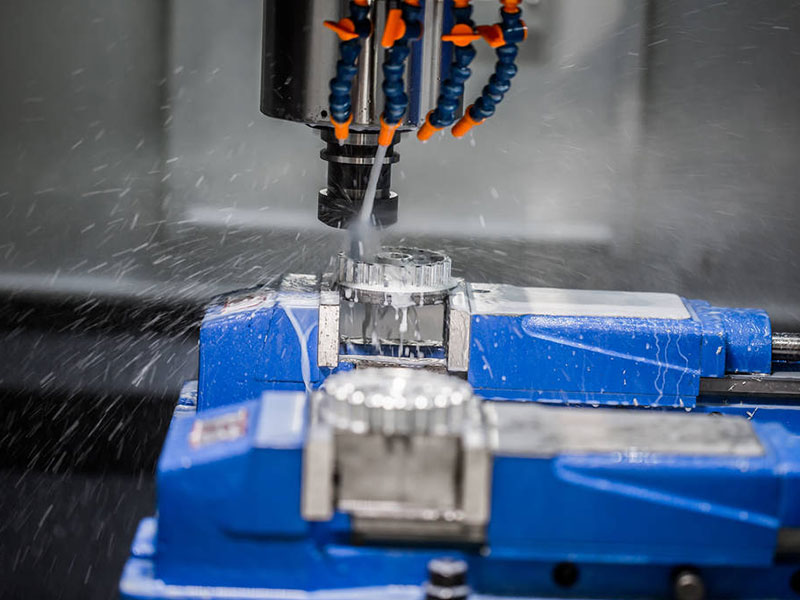
我们都知道,在数控加工过程中,薄壁铝合金工件由于工件刚度差,在用高速铝型材数控钻铣床对其进行加工的时候,在切削力的作用下极易发生加工变形,影响加工精度和成本。那么今天,西典数控就跟您一起来探讨一下,防止铝合金薄壁件数控铣削加工中变形的注意事项。
近年来,加工变形补偿技术已经得到国内外学者的广泛关注。由于其加工过程本身的复杂性,还有大量的工作有待进一步展开。小西查阅了一些资料,有研究人员通过正交试验,研究薄壁件铣削精加工过程中各个切削用量对变形的影响,结果可以看出,在工件下端,三个位置变形相差不大,而上端差别较大,这是因为对于每个位置处随着切削的进行,一部分材料被去除,工件上端刚性急剧减小,导致变形增大,而下端刚性相对较为稳定。工件壁的上部产生的变形较大,而工件的底部由于试验时采取整体铣削,并用组合夹具进行装夹,在加工中变形很小。
因此,为提高生产率和进一步控制加工变形,在使用高速铝型材数控钻铣床时我们一定要注意上述情况,这对薄壁件精加工选取工艺和工艺参数,提高加工精度具有重要的意义。